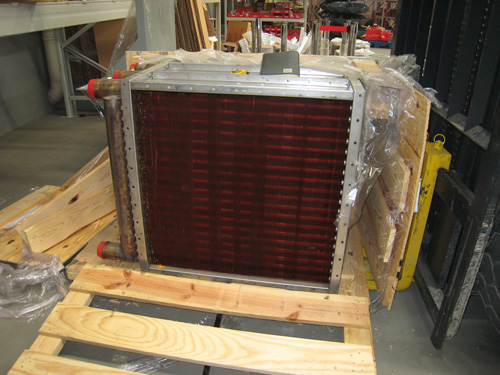
Recently, our company successfully completed and delivered a Shell and Tube Heat Exchanger project. The equipment has passed all factory inspections and meets the specified design requirements. It will be applied in the customer’s industrial process system, providing stable and efficient heat transfer performance.




During the production process, the customer faced challenges related to insufficient utilization of high-temperature waste heat and required a reliable heat exchanger with high efficiency, long service life, and stable operation. Based on the customer’s operating conditions and process parameters, our engineering team designed a customized shell and tube heat exchanger solution to improve energy efficiency and operational reliability.
The project adopts a classic shell and tube heat exchanger structure, optimized according to the actual working conditions. Key features include:
Reliable Structure: Proven shell and tube design suitable for high-temperature and high-pressure applications
High Heat Transfer Efficiency: Optimized tube and shell-side flow design to enhance heat transfer and reduce energy consumption
Flexible Material Selection: Critical components manufactured from suitable stainless steel materials to ensure corrosion resistance and long service life
Easy Maintenance: Design allows convenient cleaning and inspection, reducing long-term maintenance costs
Throughout the manufacturing process, strict quality control procedures were implemented, covering raw material inspection, welding, non-destructive testing, and pressure testing. This ensures that the equipment is delivered in a safe, stable, and reliable condition.
After installation and commissioning, the shell and tube heat exchanger will help the customer:
Improve energy utilization efficiency
Reduce operating costs
Enhance overall system stability
Support long-term continuous production
As a professional manufacturer of industrial heat exchange equipment, we are committed to providing customized design, standardized manufacturing, and continuous technical support. We will continue to deliver high-quality heat exchanger products and complete solutions to customers worldwide.
sales@wxnuoyun.com Duncan Dong +86-15995238017
mariageyun@wxnuoyun.com Maria Ge +86-15961833147
Tiffanybysuncc@wxnuoyun.com Tiffany +86 19838185082
kelseywangky@wxnuoyun.com kelsey +8615140546927
Fax: +86-510-85189613
E-mail: sales@wxnuoyun.com
Add: 88# Nanhu Middle RD,Wuxi City,JiangsuProvince,China